Milacron News
Press Release
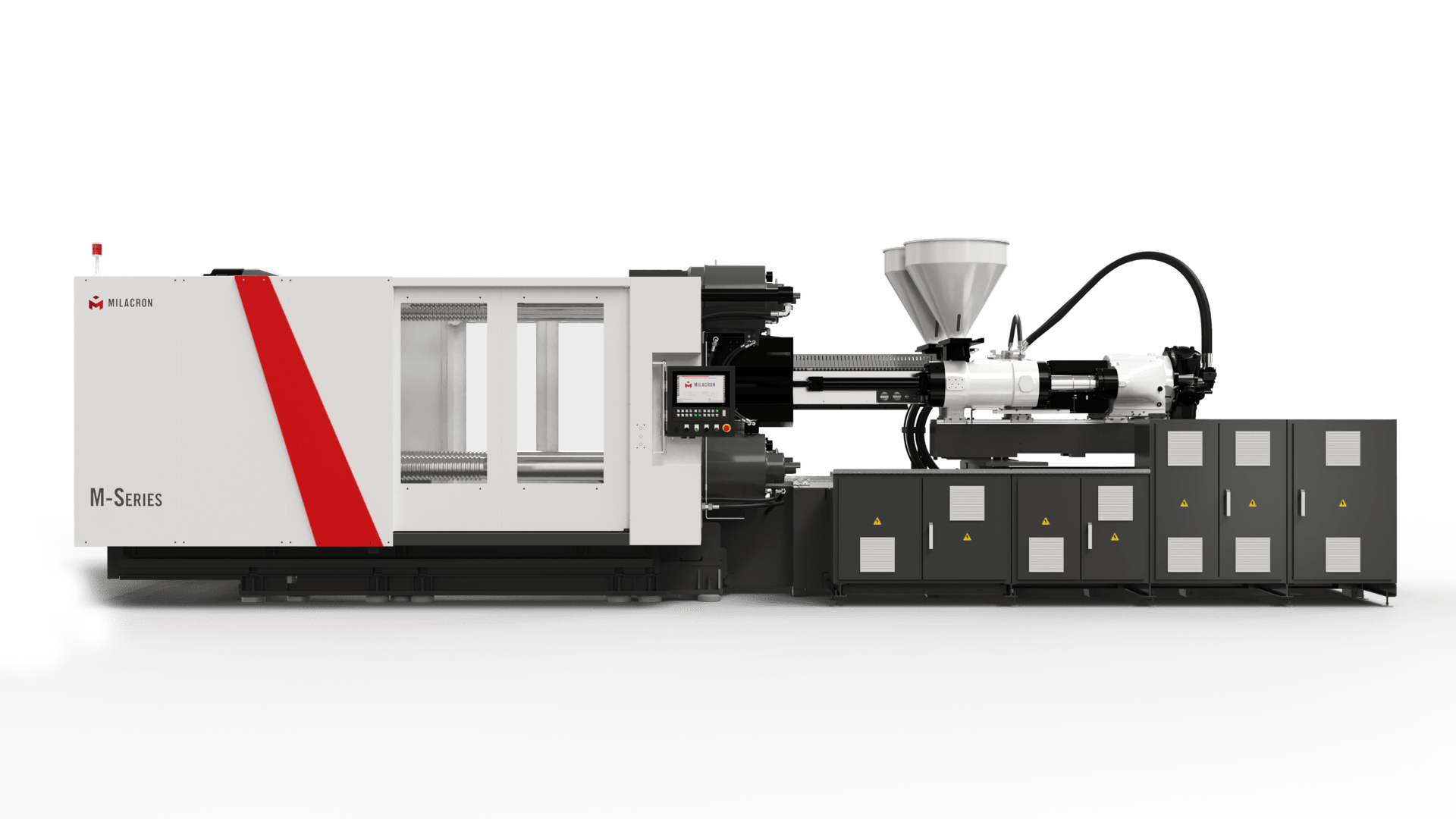
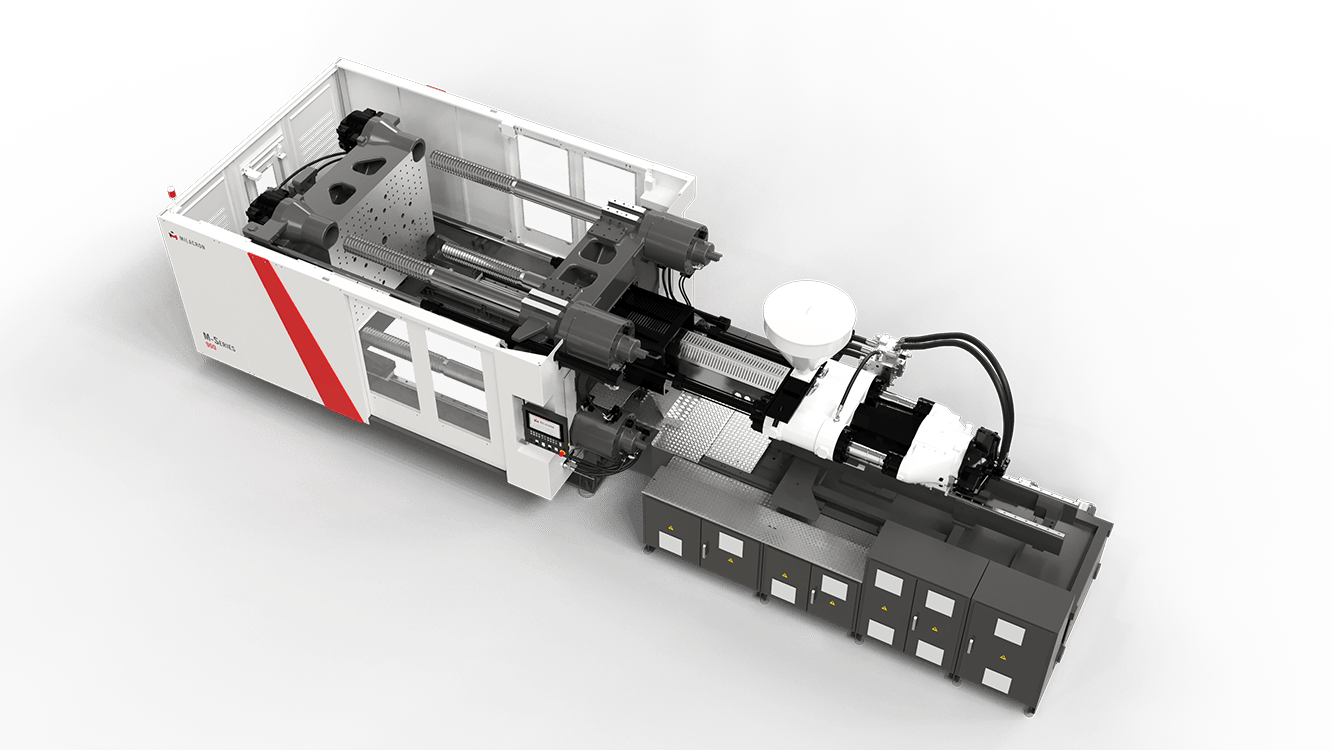
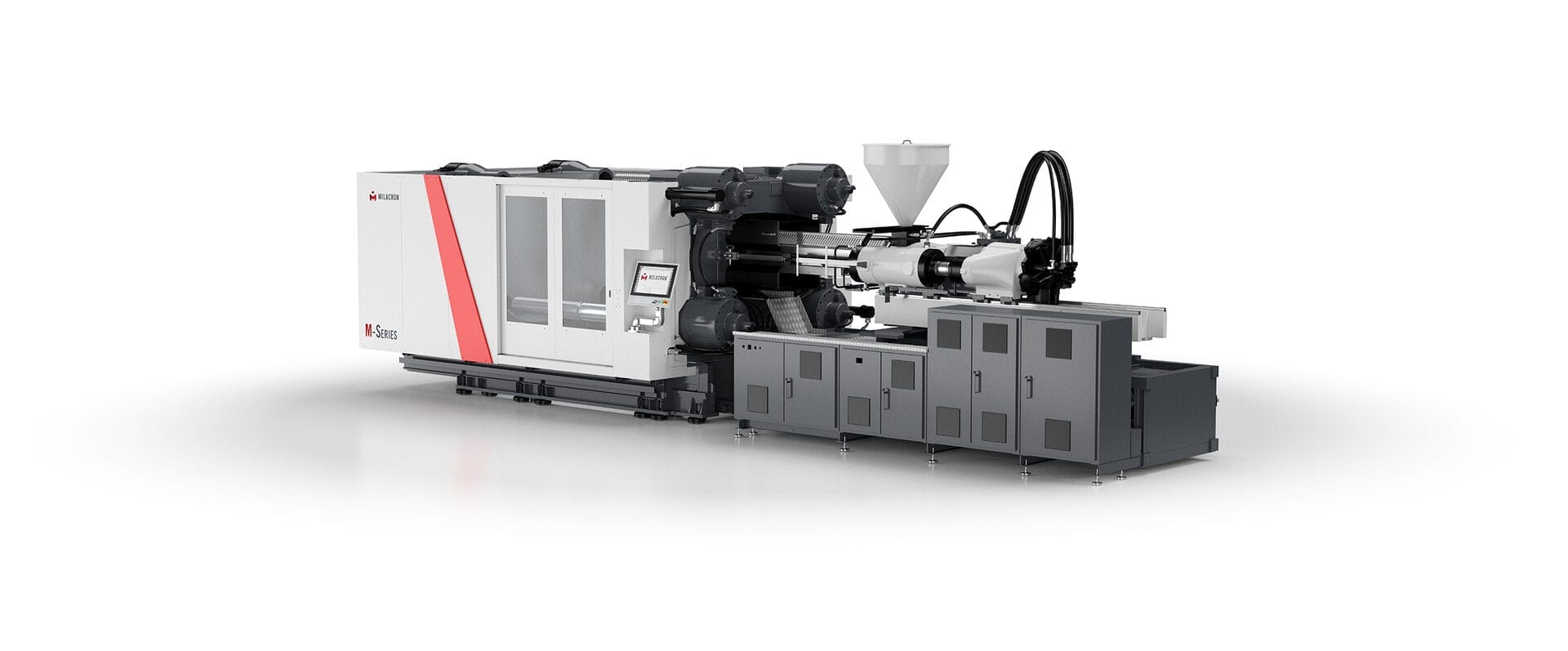
MILACRON UNVEILS AN INNOVATIVE LINEUP FOR NPE 2024 THAT LEVERAGES INDUSTRY-LEADING SERVICE, TECHNOLOGY AND SOLUTIONS IN BOOTH W1601
April 1, 2024
A new universal injection molding platform, progressive co-injection technology, an 85-foot extruder line with live cobot demonstrations, in-mold foil decorations, […]



Stay Connected on Social
Showing 0-6
Of 38 Items